
Jeśli pracujesz ze stalą, spoinami albo odpowiadasz za jakość — MT to jedna z podstawowych metod, które powinieneś znać.
Pęknięcie, którego nie widzisz,
może rozwalić całą konstrukcję
Czasem pęknięcie w stalowej konstrukcji jest tak cienkie, że nawet wprawne oko inspektora VT go nie dostrzeże. Wtedy do akcji wchodzi metoda magnetyczno-proszkowa (MT). To trochę tak, jakbyśmy dali metalowi „supermoc” ujawniania swoich słabych punktów.
Badania MT to jeden z najskuteczniejszych sposobów na znalezienie niebezpiecznych wad, które czają się tuż pod powierzchnią materiału.
Co to jest metoda MT?
Badania magnetyczno-proszkowe (MT – Magnetic Particle Testing) to metoda badań nieniszczących, która wykrywa nieciągłości powierzchniowe i płytko pod powierzchnią materiału przy użyciu pola magnetycznego i proszku detekcyjnego.
Jak to działa w 3 krokach?
- Magnesowanie:
Za pomocą specjalnego urządzenia (np. elektromagnesu jarzmowego) wytwarzamy w elemencie pole magnetyczne. - Naniesienie proszku:
Posypujemy powierzchnię proszkiem magnetycznym (suchym lub w zawiesinie). - Interpretacja:
Jeśli w metalu jest pęknięcie, pole magnetyczne „wychodzi” na zewnątrz, przyciąga proszek i tworzy wyraźną, czarną lub świecącą linię – to nasze wskazanie.
Co wykrywa metoda magnetyczna?
MT jest bardzo czułe — szczególnie tam, gdzie VT już nie wystarcza.
Najczęściej wykrywane wady:
- pęknięcia powierzchniowe
- pęknięcia podpowierzchniowe
- niezgodności spoin
- zawalcowania
- przyklejenia
- wżery
Największa przewaga nad VT?
👉 widzisz coś, co jest tuż pod powierzchnią, a nie tylko na niej
Czy każdy metal można badać magnetycznie?
Metoda MT działa wyłącznie na materiałach ferromagnetycznych.
Można badać:
- stal węglową,
- stal niskostopowa
- żelazo, nikiel, kobalt.
Nie można badać:
- aluminium,
- miedzi,
- mosiądzu
- stali nierdzewnej austenitycznej
Jeśli masz element z aluminium, metoda MT Ci nie pomoże – wtedy musisz sięgnąć po badania penetracyjne (PT).
Gdzie stosuje się badania MT?
W praktyce wszędzie tam, gdzie masz stal i spoiny:
- konstrukcje stalowe
- przemysł energetyczny
- petrochemia
- offshore
- przemysł ciężki
- produkcja i kontrola jakości
To standardowa metoda przy odbiorach i kontrolach eksploatacyjnych.
Porównanie z innymi metodami
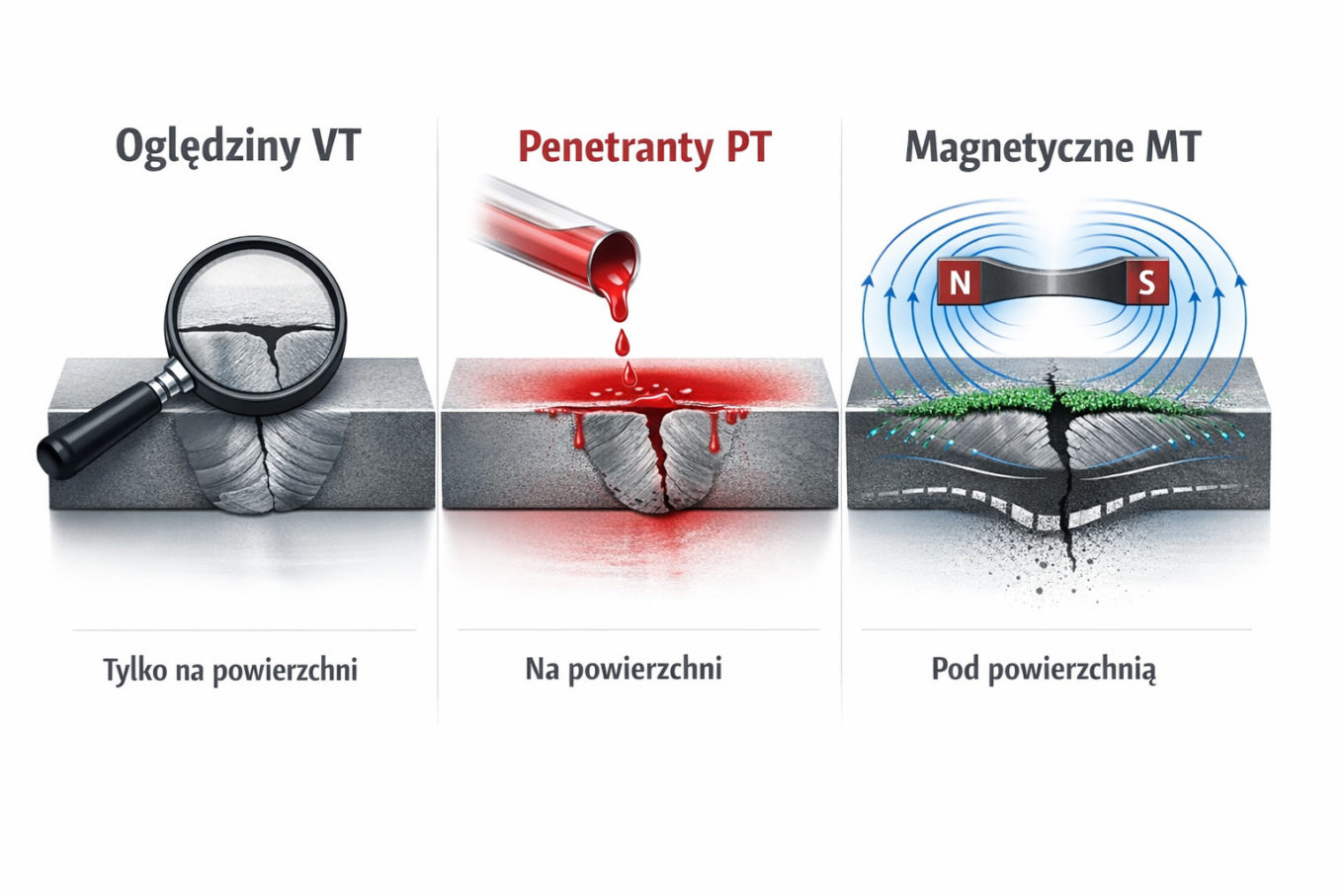
MT a badania wizualne (VT)
Badania wizualne (VT) kończą się tam, gdzie kończy się ludzki wzrok. MT idzie o krok dalej:
- Wykrywa wady podpowierzchniowe
Widzi pęknięcia, które nie wyszły jeszcze na powierzchnię. - Jest bardziej jednoznaczne
Zamiast „podejrzenia” masz wyraźną linię wskazania. - Działa nawet przez powłoki
Często można badać elementy pokryte cienką warstwą farby. - Daje natychmiastowy wynik
Widzisz efekt od razu po naniesieniu proszku.
MT a badania penetracyjne (PT)
W praktyce przewaga MT nad PT sprowadza się do jednego: tempo pracy przy zachowaniu wysokiej skuteczności.
- Szybsze badanie
Nie trzeba czekać na „wsiąkanie” penetranta – wynik jest od razu. - Lepsze do pracy seryjnej
Można badać elementy jeden po drugim bez zatrzymywania procesu. - Mniejsze wymagania przygotowania powierzchni
Nie zawsze trzeba czyścić element do „gołej stali”. - Wysoka czułość na pęknięcia
Szczególnie w elementach stalowych i spoinach.
👉 To właśnie połączenie szybkości i czytelnych wskazań sprawia, że MT jest w wielu przypadkach podstawową metodą kontroli jakości w produkcji i odbiorach.
Ważne: Bezpieczeństwo przede wszystkim!
Choć metoda magnetyczno-proszkowa jest niezwykle skutecznym narzędziem kontroli, wiąże się z jednym istotnym ograniczeniem dotyczącym zdrowia. Ze względu na wykorzystywanie podczas badań silnych pól magnetycznych, istnieją bezwzględne przeciwwskazania dla osób posiadających wszczepione urządzenia medyczne. W szkoleniach i pracy przy metodzie MT nie mogą uczestniczyć osoby z rozrusznikami serca, kardiowerterami-defibrylatorami oraz neurostymulatorami. Jest to unikalna cecha tej metody, o której warto pamiętać przed podjęciem decyzji o certyfikacji lub skierowaniem pracownika do badań.
Podsumowanie
Badania MT to jedno z kluczowych narzędzi kontroli jakości – pozwalają szybko wykrywać najgroźniejsze wady bez zatrzymywania produkcji.
Umożliwiają precyzyjne wykrywanie pęknięć niewidocznych gołym okiem.
To narzędzie daje ogromne możliwości – pod warunkiem, że wiesz, jak z niego korzystać. Na naszym szkoleniu nauczysz się wszystkiego, co potrzebne, aby zostać inspektorem NDT.
Zalety MT
- Wysoka czułość na pęknięcia
Skutecznie wykrywa wady powierzchniowe i podpowierzchniowe. - Natychmiastowy wynik
Wskazanie widoczne od razu po naniesieniu proszku. - Szybkość badania
Umożliwia kontrolę wielu elementów jeden po drugim. - Mniejsze wymagania przygotowania powierzchni
Nie wymaga tak dokładnego czyszczenia jak metoda PT. - Możliwość badania przez powłoki
Często działa na elementach pokrytych cienką warstwą farby. - Czytelne wskazania
Wada widoczna jako wyraźna linia – łatwiejsza interpretacja niż w VT.

Ograniczenia MT
- Tylko materiały ferromagnetyczne
Nie działa dla aluminium, miedzi czy większości stali nierdzewnych. - Ograniczona głębokość wykrywania
Nie wykrywa wad głęboko w materiale (tu potrzebne UT lub RT). - Zależność od kierunku magnesowania
Nieprawidłowe ustawienie może ukryć wadę. - Wymaga źródła pola magnetycznego
Potrzebny jest sprzęt (np. elektromagnes, prąd). - Wpływ powłok ochronnych
Grube warstwy mogą utrudnić odczyt wskazań.


Zapisz się na szkolenie MT
Metoda magnetyczna wydaje się prosta, ale diabeł tkwi w szczegółach interpretacji wyników.
Chcesz nauczyć się rozpoznawać wady pod okiem praktyków, którzy zjedli zęby na badaniach w całej Europie?
Sprawdź terminy naszych najbliższych szkoleń w Gdańsku!
